METODĂ DE EXECUŢIE A UNOR ŢEVI DREPTUNGHIULARE ŞI PĂTRATE DIN ALIAJE DE ALUMINIU, PRIN PROCEDEUL DE SUDARE PRIN FRECARE CU ELEMENT ACTIV ROTITOR (FSW)
Price not visible for this package
Assignment
No.: RO135312
Date: 29.11.2021
VERBIŢCHI VICTOR [RO]
SÎRBU NICUŞOR-ALIN [RO]
VLASCICI MIOMIR [RO]
Description:
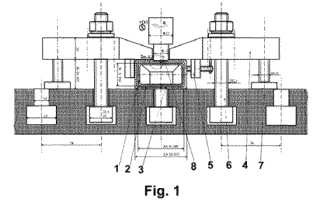
Invenţia se referă la o metodă de execuţie a unor ţevi din aliaje de Al cu secţiunea dreptunghiulară sau pătrată a căror laturi se încadrează în domeniul cuprins între 10...100 mm, cu grosimea de perete cuprinsă între 2...5 mm, metoda utilizând procedeul de sudare prin frecare cu element activ rotitor FSW pentru execuţia propriu - zisă, precum şi procesarea prin frecare cu element activ rotitor FSP pentru perfecţionarea formei, aspectului şi a unor caracteristici tehnice ale îmbinărilor. Metoda conform invenţiei constă în utilizarea unui şablon (1) pe care se amplasează două table (2 şi 3) din aliaj de Al, de o parte şi de alta a şablonului (1), care au fost îndoite în prealabil în formă de U pe şablonul (1), iar ambele table (2 şi 3) sunt fixate pe şablonul (1) prin strângere cu nişte bride (4), nişte menghine (5) şi nişte şuruburi (6), prin care tablele (2 şi 3) sunt fixate pe masa unei maşini FSW (7), unde tablele (2 şi 3) sunt îmbinate cu ajutorul unei unelte FSW (8) care este poziţionată pe cele două table (2 şi 3), în aşa fel încât pinul uneltei FSW (8) este introdus complet în cele două table pe linia de contact dintre acestea, iar umărul uneltei FSW (8) este introdus în cele două table pe o adâncime de pătrundere h = 0,2...0,3 mm, astfel încât unealta FSW (8) se roteşte cu o turaţie n = 600...3500 rot/min şi se deplasează pe direcţia X cu o viteză v(x) = 1...10 mm/s, iar în continuare au loc repoziţionări ale uneltei (8) ori de câte ori linia de îmbinare este întreruptă de bride sau menghine, precum şi când linia de îmbinare depăşeşte lungimea mesei maşinii FSW (7), poziţionarea şi parcurgerea fiecărui traseu de îmbinare de pe cele două feţe ale şablonului (1) repetându-se până când liniile de îmbinare sunt parcurse complet, astfel încât s-a executat o ţeavă dreptunghiulară sau pătrată, prin procedeul de sudare prin frecare cu element activ rotitor (FSW), după care urmează procesarea prin frecare cu element actv rotitor (FSP).